















 116-117 / 164
116-117 / 164

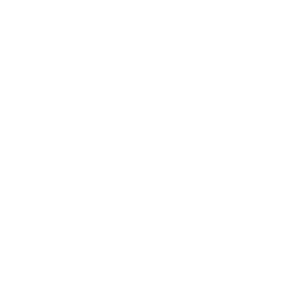
ERIX Spindel och Vingar
Större bakplaningsverktyg arbetar med låg hastighet. I horisontellt läge är därför centrifugalkraften otillräcklig för att
bibehålla vingen i ett korrekt läge. Därför har bakplaningsverktyg över diam. 30 mm, vingar som är försedda med hals.
Under bearbetningen svänger vingen ut lätt och hålls utsvängd
i arbetsläge av centrifugalkraften. Vingen måste hållas i spin-
deln med ett minimum av friktion.
Man skall vid monteringen av vingen först ansätta pivotskruven
och därefter lossa den ca 30º, varefter låsskruven låses.
Vingar av mindre storlek är tillverkade av snabbstål med
skäreggen slipad i själva vingen.
Vingar med hårdmetallskär levereras normalt i K20-kvalitet, för
t ex järn. Önskas P40, för t ex stål, skall detta anges vid order.
Större storlekar är tillverkade av högkvalitativt gjutstål eller,
för planingsverktyg i storlek över 30 mm, av smitt stål. De
är försedda med kvadratiska vändskär typ ISO SPUN eller
rektangulära skär typ ISO/R242 (slipade K-, C- eller EC-skär,
fästa till vingen med Secodexskruv.
Typ HSS ES
När förhållandena är för tuffa för den vanliga
HSS vingen, rekommenderas en extra stark
snabbstålsvinge ES(=extra strong). Artikelnum-
ret blir då t ex 37-037 ES.
Typ HSS BI
Bakplaningsvingar storlek 020 och 030 kan för-
ses med lödd platta (brazed insert), i K20- kva-
litet. Artikelnumret blir då t ex: 37-037 BI, K20.
Vingar med skär låsta med centrum-
skruv
Bearbetning av rostfritt och höglegerade stål, ger
upphov till höga skärkrafter. Vingar av storlek 060
och större kan vid bearbetning av dessa material
förses med SPMA-skär med centrumskruv. SP-
MA-skären står bättre emot de större krafterna än
de SPUN-skär som normalt sitter i dessa vingar.
Vingar med SPMA-skär har ett artikelnummer som
börjar på 38- istället för 37-.
Hals
Förstärkta vingar mm
Vingar med hals
ERIX Teknisk information
Vid bearbetning i hålkäl måste vingens
hals komma in i hålet innan skäret kom-
mer i kontakt med arbetsstycket.
När vingens hals befinner sig i hålet
håller den vingen i korrekt läge.
Efter slutförd bakplaning måste vingen
inkl hals föras ut i fritt läge innan spindeln
kan reverseras.
Vingar
Spindel
Spindeln är konstruerad så att styrdelen styr verktyget
i hålet och tar upp skärkrafterna. En spindel får aldrig
användas i hål större eller mindre än vad som anges
på spindeln. Styrdelsdiametern är mindre än hålets
nominella diameter enligt följande:
Hål Ø:
Undermått:
4,5 - 9,0
0,05
10,0 - 13,0
0,10
14,0 - 24,0
0,20
25,0 - 30,0
0,30
Spindlar i storlek över 30 mm har en styrdelsdiameter som är
1 mm mindre än nominella håldiametern. Dessa spindlar är
försedda med styrlister av stellite, fästa i recesser i spindeln.
Spindlar i storlek 4,5-9 mm har endast cylindriskt skaft. Större
spindlar har antingen cylindriskt skaft eller Morsekona. Cylin-
driskt skaft rekommenderas.
OBS!
Alla spindlar för hål ø 10 mm och uppåt
har invändig kylkanal som standard.
Alla spindlar fr o m håldiameter 10 och uppåt
kan förses med Morsekona, DIN 228A, istället
för cylindriskt skaft.
Artikelnumret blir då t ex 27-25-MK3.
116
ERIX Artikelnummer
När ni kontaktar oss för en förfrågan om verktyg som
inte är standard, vänligen lämna följande information:
A.
Håldiameter med en noggrannhet av 0,1 mm
(eller 0,05 mm för diameter ø4,5 - ø9 mm).
B.
Planingsdiameter med en noggrannhet av
0,1 mm.
C.
Om planing eller fasning och i vilken riktning
bak-, front-, eller båda.
D.
Fasningsvinkel
enligt figur.
E.
Önskad skaftutformning.
Utöver verktygen i denna katalog tillhandahåller vi även
semistandard- och specialspindlar och vingar för:
1.
håldiametrar upp till 200 mm i diameter.
2.
att passa håldiametrar mellan de i tabell-
erna angivna i intervall om 0,1 mm.
(0,05 för hål ø4,5-ø9 mm).
3.
bakplaning och fram- och bakplaning med
intervall av 0,1 mm i planingsdiameter.
4.
fasningsvinklar utöver 45º, 60º och 30º.
Minimum vinkel är 15º.
5.
specialskaft t ex för att passa NC-maskiner
etc.
När det gäller mycket speciella eller svåra applikationer
ber vi Er skicka oss en måttskiss på arbetsstycket.
Komplett verktyg
art.nr.
t.ex90-25/45-CS20
Andra prefix
Prefix 90-
=
Bakplaning 90º
45-
=
Bakfasning 45º
25
=
Hål diameter i mm
60-
=
Bakfasning 60º
45
=
Bakplaningsdiameter i mm
30-
=
Bakfasning 30º
CS
=
Cylindriskt skaft
902-
=
Fram- och bakplaning
20
=
Skaft diameter i mm
452-
=
Fram- och bakfasning 45º
29-
=
Specialverktyg
Spindel
art.nr.
t.ex27-25-CS20
Andra prefix
Prefix 27-
=
Spindel, standard alt. semistandard
29-
=
Specialspindel
25
=
Hål diameter i mm
CS
=
Cylindriskt skaft
20
=
Skaft diameter i mm
Vinge
art.nr. t.ex37-111 (standard)
Andra prefix
37-110-1450 (semistandard)
34-
=
Bakfasning
Prefix 37-
=
Vinge för bakplaning 90º
35-
=
Fram- och bakfasning
36-
=
Fram- och bakplaning
38-
=
Skär med centrumskruv
39-
=
Specialvinge
1.
Små vingar, typ HSS kan magnetiseras under användandet. Avmagnetisera om det behövs.
2.
Använd kylvätska. Till gjutgods används några droppar skärolja.
3.
Rostfritt stål och superlegeringar som t ex inconel och hastalloy kräver speciella lösningar.
Kontakta oss!
4.
För att förbättra ytfinishen på den planade ytan; minska skärhastighet och matning i slutet och
låt verktyget skära rent i några sekunder.
5.
För att undvika märken i det fasade hålet, borra en mindre dimension, bakplana och brotscha
sedan hålet till färdig diameter.
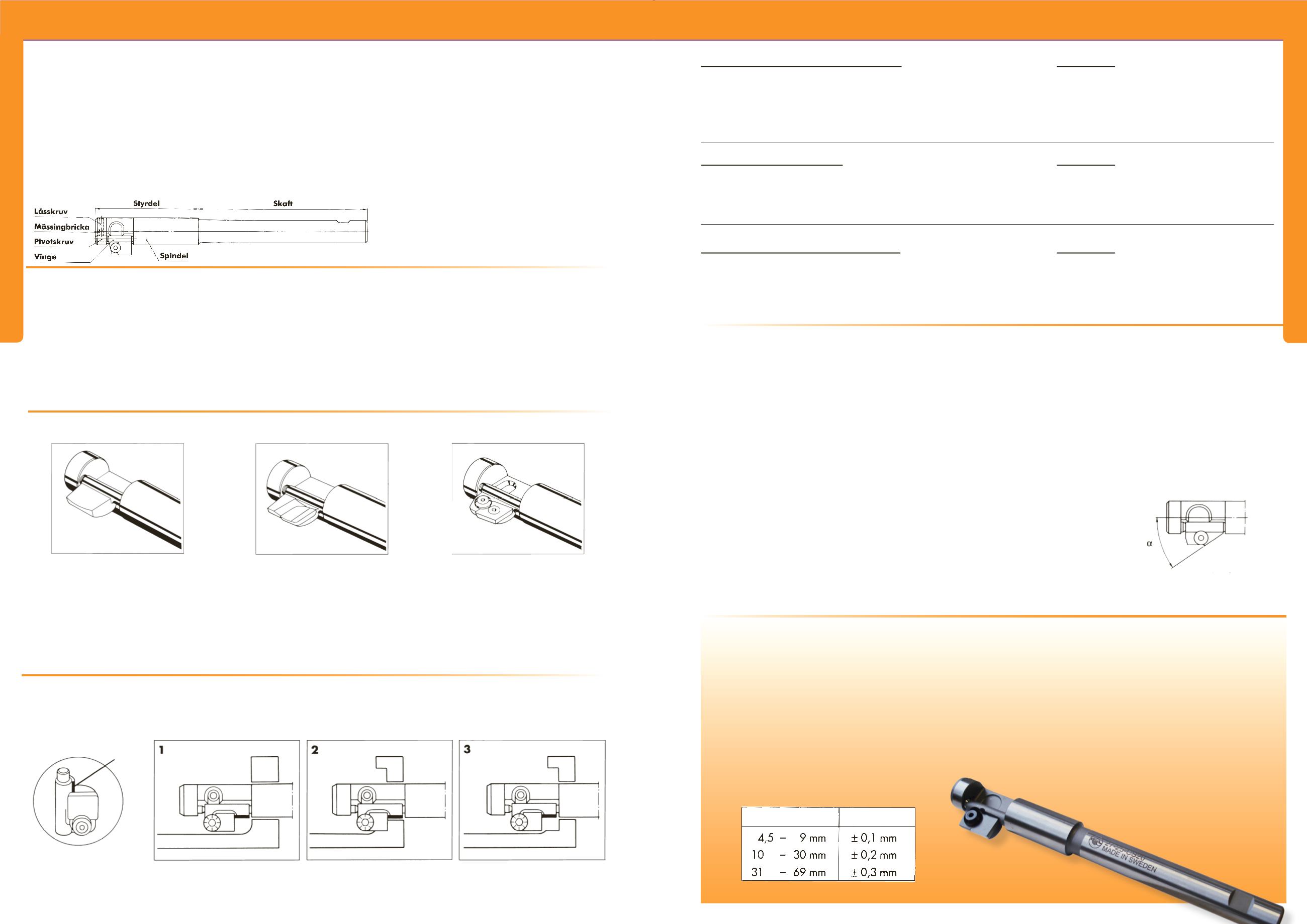
Tolerans bakplaningsdiameter:
Semistandard & specialverktyg
Några tips inför användandet
ERIX Teknisk information
Håldiameter
Tolerans
117